


-
 Стандарт: RoHSНомер: WTH21H06062757C-1Дата выдачи: 2020-10-22Дата истечения срока действия: 2025-10-22
Стандарт: RoHSНомер: WTH21H06062757C-1Дата выдачи: 2020-10-22Дата истечения срока действия: 2025-10-22 -
 Стандарт: REACHНомер: TSNEC2001866403 A01Дата выдачи: 2020-10-22Дата истечения срока действия: 2025-10-22
Стандарт: REACHНомер: TSNEC2001866403 A01Дата выдачи: 2020-10-22Дата истечения срока действия: 2025-10-22 -
 Стандарт: TUVНомер: R50245892Дата выдачи: 2013-05-02Дата истечения срока действия: 2035-05-01
Стандарт: TUVНомер: R50245892Дата выдачи: 2013-05-02Дата истечения срока действия: 2035-05-01 -
 Стандарт: CQCНомер: CQC10001052282Дата выдачи: 2013-12-31Дата истечения срока действия: 2035-06-29
Стандарт: CQCНомер: CQC10001052282Дата выдачи: 2013-12-31Дата истечения срока действия: 2035-06-29 -
 Стандарт: CQCНомер: CQC07001019009Дата выдачи: 2013-12-31Дата истечения срока действия: 2035-06-29
Стандарт: CQCНомер: CQC07001019009Дата выдачи: 2013-12-31Дата истечения срока действия: 2035-06-29 -
 Стандарт: ULНомер: E241319Дата выдачи: 2019-05-03Дата истечения срока действия: 2035-08-02
Стандарт: ULНомер: E241319Дата выдачи: 2019-05-03Дата истечения срока действия: 2035-08-02 -
 Стандарт: CQCНомер: CQC04001010556Дата выдачи: 2013-12-31Дата истечения срока действия: 2035-09-26
Стандарт: CQCНомер: CQC04001010556Дата выдачи: 2013-12-31Дата истечения срока действия: 2035-09-26 -
 Стандарт: CQCНомер: CQC09001033986Дата выдачи: 2013-12-31Дата истечения срока действия: 2035-09-26
Стандарт: CQCНомер: CQC09001033986Дата выдачи: 2013-12-31Дата истечения срока действия: 2035-09-26 -
 Стандарт: CQCНомер: CQC19001222003Дата выдачи: 2013-12-31Дата истечения срока действия: 2035-09-26
Стандарт: CQCНомер: CQC19001222003Дата выдачи: 2013-12-31Дата истечения срока действия: 2035-09-26 -
 Стандарт: CQCНомер: CQC10001053047Дата выдачи: 2013-12-31Дата истечения срока действия: 2035-09-26
Стандарт: CQCНомер: CQC10001053047Дата выдачи: 2013-12-31Дата истечения срока действия: 2035-09-26 -
 Стандарт: CQCНомер: CQC13001089724Дата выдачи: 2013-12-31Дата истечения срока действия: 2035-09-26
Стандарт: CQCНомер: CQC13001089724Дата выдачи: 2013-12-31Дата истечения срока действия: 2035-09-26 -
 Стандарт: KC KTLНомер: SU05052-19004Дата выдачи: 2019-01-15Дата истечения срока действия: 2036-01-14
Стандарт: KC KTLНомер: SU05052-19004Дата выдачи: 2019-01-15Дата истечения срока действия: 2036-01-14 -
 Стандарт: VDEНомер: 40050560Дата выдачи: 2019-08-15Дата истечения срока действия: 2036-08-14
Стандарт: VDEНомер: 40050560Дата выдачи: 2019-08-15Дата истечения срока действия: 2036-08-14 -
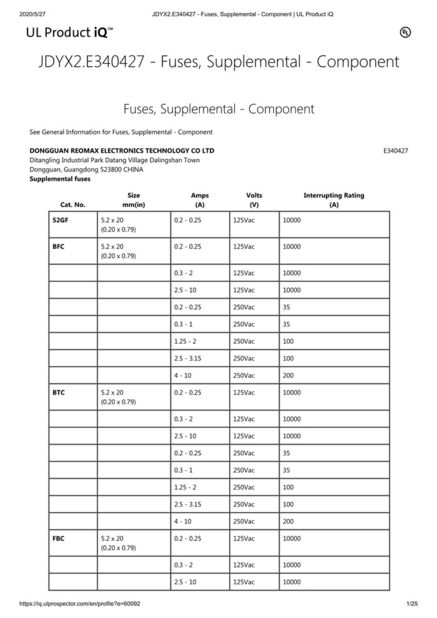 Стандарт: ULНомер: E340427Дата выдачи: 2020-05-26Дата истечения срока действия: 2038-05-25
Стандарт: ULНомер: E340427Дата выдачи: 2020-05-26Дата истечения срока действия: 2038-05-25 -
 Стандарт: ROHS 2.0Номер: WTH20H07043231C-2Дата выдачи: 2020-07-09Дата истечения срока действия: 2025-07-08
Стандарт: ROHS 2.0Номер: WTH20H07043231C-2Дата выдачи: 2020-07-09Дата истечения срока действия: 2025-07-08 -
 Стандарт: REACH 210Номер: WTH20H07043231C-6Дата выдачи: 2020-07-14Дата истечения срока действия: 2025-07-13
Стандарт: REACH 210Номер: WTH20H07043231C-6Дата выдачи: 2020-07-14Дата истечения срока действия: 2025-07-13
Первоначальные материалы производства термистора NTC различные окиси металлов как марганец, утюг, кобальт, никель, медь и цинк, к которые химически стабилизируя окиси могут быть добавлены, что достигли лучших воспроизводимости и стабильности характеристик термистора NTC.
![]()
Окиси филированы к пороховидной массе, смешаны с пластиковым связывателем и после этого обжаты в пожеланную форму. Пробелы после этого спечены в условиях высоких температур (между °C 1000 °C и 1400) для произведения поликристаллического тела термистора. Диски контактированы путем печь серебряный затир на плоские поверхности. В зависимости от применения, термисторы приспособлены с руководствами или соединителями платы, покрыты или дополнительно включены в различные виды снабжения жилищем. В конце концов термисторы подвергаются к особенному процессу старения для обеспечения высокой стабильности электрических значений.
Главный производственный процесс для термистора измерения освинцованного NTC температуры нижеследует:
![]()
Входящий осмотр
Все сырье, после быть полученным внутри, проверено для проверки что их физические и электрические атрибуты приемлемы. Уникальное ID# назначено и использовано для traceability серии.
Смесь сырья
Производство термистора NTC начинает с точный смешивать сырья в органическое решение связывателя. Это сырье напудренные окиси металла переходной группы как марганец, никель, кобальт, и медные окиси. Другие стабилизируя агенты добавлены к смешиванию также. Окиси и связыватели совмещены используя вызванный метод влажного процесса филировать шарика. Во время процесса шарика филируя, смешаны материалы и уменьшен размер частицы порошков окиси. Завершенная однородная смесь имеет последовательность толстого slurry. Точный состав различных металлических окисей и стабилизируя агентов определяет характеристики сопротивлени-температуры и резистивность увольнятього керамического компонента.
![]()
Бросание ленты
«Slurry» распределен над двигая пластиковым листом несущей используя метод лезвия доктора. Точная материальная толщина проконтролирована путем регулировать высоту лезвия доктора над пластиковым листом несущей, скорость листа несущей, и регулировкой выкостности slurry. Брошенный материал высушен по мере того как он снесен через длинную печь тоннеля в условиях повышенной температуры на плоском бросая поясе. Приводя «зеленая» лента дуктильна и легко formable. Лента после этого подвергается к качественному осмотру и анализу. Эта лента термистора брошена в широком диапазоне толщин выстраивая в ряд от как тонкой как 0,001" до над 0,100" иждивенец на определенной компонентной спецификации.
Образование вафли
Брошенная лента теперь готова быть сформированным в вафли. Когда тонкий материал необходим, лента просто отрезана в небольшие квадраты. Для более толстых вафель, лента отрезана в квадраты которые после этого штабелированы одно поверх других. Эти штабелированные вафли после этого прокатаны совместно. Это позволяет нам произвести вафли к виртуально любой необходимо толщине. Вафли после этого идут через дополнительное качественное испытание обеспечить высокие единообразие и качество. Затем, вафли подвергаются к циклу ожога связывателя вне. Этот процесс извлекает больший часть из органических связывателей из вафли. Поддержаны, что во время цикла ожога связывателя вне предотвращают точные время/контроли температуры неблагоприятные физические стрессы на вафлях термистора.
Синтер
Вафли нагреты к очень высоким температурам в окисляя атмосфере. На этих высоких температурах, окиси реагируют друг с другом и сплавляют совместно формировать шпинелевую керамическую матрицу. Во время процесса спекать, материал densifies к предопределенной степени и границы между зернами керамического позволены вырасти. Точный профиль температуры поддержан во время ломать процесса синтера во избежание вафель, и обеспечить продукцию законченное керамическое способного на производить компоненты с равномерными электрическими характеристиками. После спекать, вафли снова подвергаются к качественному осмотру и документированы электрические и физические характеристики.
Электрод
Омовский контакт к керамической вафле получен используя материал электрода плотной пленки. Материал типично серебряный, палладиум-серебр, золото, или платина в зависимости от применения. Материал электрода состоится из смеси металла, стекла, и различных растворителей и приложен к 2 сопротивляясь поверхностям вафли или обломока экраном печатая, распыляя, или чистя щеткой. Материал электрода увольнять на керамическое в печи пояса плотной пленки и электрическое соединение и механическое скрепляют формы между керамическим и электродом. Металлизированные вафли после этого проверены и атрибуты документировали. Точные контроли во время процесса электрода обеспечивают что компоненты произвели от вафель будут иметь исключительную долгосрочную надежность.
![]()
Кость
Electroded вафли термистора diced в небольшие обломоки используя пилы высокоскоростного полупроводника dicing. Пилы используют лезвия диаманта и способны на производить высокие количества весьма формы умирают. Приводя обломоки термистора могут быть как небольшие как 0,010" квадрат до сверх 1,000" квадрат. Отклонение в размере обломока повсеместно в группа в составе diced обломоки термистора виртуально обезразмерно. Типичная вафля термистора может произвести тысячи обломоков термистора. После dicing, обломоки очищены и проверены для габаритных и электрических характеристик. Электрический осмотр включает проверку номинального значения сопротивления, характеристик сопротивлени-температуры, выхода продукции и определения приемлемости серии для определенного применения. Характеристики сопротивления и сопротивлени-температуры измерены используя ванны температуры точности контролируемые к в пределах как точному как 0.001° Градус цельсия. Все испытательное оборудование AMPFORT, откалибрировано на регулярной основе и traceable к N.I.S.T. К тому же, Littelfuse поддерживает основные стандарты температуры и сопротивления.
Тест сопротивления
Все термисторы испытаны для свойственного значения сопротивления, обычно 25°C. Обломоки нормально испытаны автоматически, но могут также быть испытаны вручную в зависимости от количества произвели и спецификация. Автоматические обработчики обломока взаимодействуются с испытательным оборудованием и компьютерами сопротивления которые запрограммированы оператором установить обломоки в различные ящики зависимые на их значении сопротивления. Каждый автоматический обработчик обломока способен на испытывать до 9 000 частей в час с исключительной точностью. В дополнение к сортировщицам обломока, Littelfuse имеет несколько автоматических освинцованных компонентных обработчиков которые способны на сортировать законченные термисторы в до 11 ящиков. Автоматические сортировщицы приводят в увеличенном качестве продукции так же, как уменьшенных ценах времени выполнения и низких.
Приложение подводящего провода
В некоторых случаях термисторы проданы в форме обломока и не требуют подводящих проводов, однако в большинстве случаев, подводящие провода необходимы. Обломоки термистора прикреплены в подводящие провода или паять или контактом давления в пакете стиля диода. В паяя процессе, обломоки термистора нагружены на рамках руководства которые полагаются на напряжении весны проводов для удержания обломока во время паяя процесса. Собрание после этого окунуто в жидкий бак припоя и извлечено. Окунающ скорости и обитать времена точно проконтролированы во избежание подвергая термистор к чрезмерному термальному удару. Особенные очищая агенты использованы также для увеличения паяя представления без вредить обломоку термистора. Припой придерживается электрода обломока и подводящего провода, таким образом, снабжая сильное скрепление провода обломок. Для термисторов стиля «DO-35» диода упакованных, обломок термистора держится между 2 подводящими проводами в осевой моде. Стеклянный рукав помещен вокруг собрания и собрание нагрето к повышенной температуре где стеклянный рукав плавит вокруг обломока и уплотнений термистора к подводящим проводам. Как в конструкции диода, давление которое стекло прилагает на собрании предусматривает необходимый контакт между подводящими проводами и обломоком термистора.
Подводящие провода используемые на термисторах типично медны, никел, или сплав и вообще покрытые олово или припой. Низкий термально проводной материал подводящего провода сплава может быть использован в некоторых применениях которые требуют, что термистор термально изолирован от подводящего провода. В большинств применениях, это позволяет термистору ответить более быстро изменениям в температуре. После приложения, проверены скрепление между подводящим проводом и обломок. Сильный интерфейс припоя помогает гарантии долгосрочная надежность завершенного термистора.
Заключение
Для защиты термистора от работая атмосферы, влажность, химическое нападение, и корозия контакта, освинцованный термистор часто покрыты с защитным конформным покрытием. Encapsulant типично эпоксидная смола максимума термально проводная. Другие encapsulants включают силикон, керамический цемент, лак, уретан, и сжимают sleeving. Encapsulant также голевые передачи в уверять хорошую механическую целостность прибора. Термальный ответ термистора принят в рассмотрение при выборе помещая материала. В применениях где быстро термальный ответ необходим, тонкое пальто encapsulant максимума термально проводное использовано. Где охрана окружающей среды более важна, другое encapsulant может быть выбрано. Encapsulants как эпоксидная смола, силикон, керамический цемент, лак, и уретан нормально приложены используя процесс погружения и материал или позволен вылечить на комнатной температуре или помещен в печи на повышенной температуре. Точные время, температура, и управления выкостности использованы в течении процесса для обеспечения что pinholes или другие уродства не превращаются.
Прекращение
Термисторы часто поставлены с терминалами прикрепленными в концы своих подводящих проводов. Прежде чем терминалы приложены, изоляция на подводящих проводах обнажана соотвественно для того чтобы приспособить определенный терминал. Эти терминалы прикреплены в подводящие провода используя специально оборудованные машины применения. Затем, терминалы могут быть введены в снабжения жилищем пластмассы или металла перед быть погруженным к клиенту.
Собрание зонда
Для охраны окружающей среды или для механических целей, термисторы часто в горшке в снабжения жилищем зонда. Этот расквартировывать можно сделать материалов включая эпоксидную смолу, винил, нержавеющую сталь, алюминий, латунь, и пластмассу. В дополнение к обеспечивать соответствующую механическую установку для элемента термистора, снабжение жилищем защищает его от окружающей среды к которой оно подвергнется. Свойственный выбор материала подводящего провода, изоляции подводящего провода, и материала производства керамических изделий приведет в удовлетворительном уплотнении между термистором и внешней окружающей средой.
Маркировка
Завершенный термистор можно отметить для легкого идентификации. Это может быть как просто как точка цвета или более сложно как код и номер детали даты. В некоторых применениях, материал для покрытий на теле термистора может иметь краску добавил для того чтобы получить определенный цвет. Точка цвета типично добавлена к телу термистора используя метод окунания. Маркировка которая требует цифробуквенных характеров произведена с отмечать машиной. Эта машина просто отметит часть с постоянными чернилами. Чернила вылечены на повышенной температуре.
Финальная инспекция
Все завершенные заказы проверены для физических и электрических дефектов на «основание дефекта нуля». Все параметры проверены и документированы до пересылки продукта.
Пакет и корабль
Все термисторы и собрания быть осторожным упакованы и маркированы с ярлыком кода штриховой маркировки содержа, как минимум, следующую информацию:
Номер детали
Номер детали клиента
Порядковый номер заказа на покупку клиента
Дата пересылки
Количество